
深孔加工難點(diǎn)

在機(jī)械制造業(yè)中,一般將孔深超過(guò)孔徑10倍的圓柱孔稱為深孔。深孔按扎深與孔徑之比(L/D)的大小通??煞譃橐话闵羁?、中等深孔及特殊深孔3種。
深孔加工難點(diǎn)包括:
不能直接觀察到切削情況。僅憑聲音、看切削、觀察機(jī)床負(fù)荷、油壓等參數(shù)來(lái)判斷排屑與鉆頭磨損情況。
切削熱不易傳出。
排屑較困難,如遇切削阻塞則會(huì)引起鉆頭損壞。
因鉆桿長(zhǎng)、剛性差、易振動(dòng),會(huì)導(dǎo)致孔軸線偏斜,影響到加工精度及生產(chǎn)效率。
深孔加工影響因素
1.深孔加工操作要點(diǎn)
主軸和刀具導(dǎo)向套、刀桿支撐套、工件支撐套等中心線的同軸度應(yīng)符合要求;切削液系統(tǒng)應(yīng)暢通正常;工件的加工端面上不應(yīng)有中心孔,并避免在斜面上鉆孔;切削形狀應(yīng)保持正常,避免生成直帶狀切削;采用較高速度加工通孔,當(dāng)鉆頭即將鉆透時(shí),應(yīng)降速或停機(jī)以防損壞鉆頭。
2.深孔加工切削液
深孔加工過(guò)程中會(huì)產(chǎn)生大量的切削熱,并不易擴(kuò)散,需要供給充足的切削液潤(rùn)滑冷卻刀具。一般選用1:100的乳化液或極壓乳化液,需要較高加工精度和表面質(zhì)量或加工韌性材料時(shí),選用極壓乳化液或高濃度極壓乳化液,切削油的運(yùn)動(dòng)粘度通常選用(40)10~20cm²/s,切削液流速為15~18m/s;加工直徑較小時(shí)選用粘度低的切削油;要求精度高的深孔加工,可選用切削油配比為40%煤油+20%氯化石蠟。
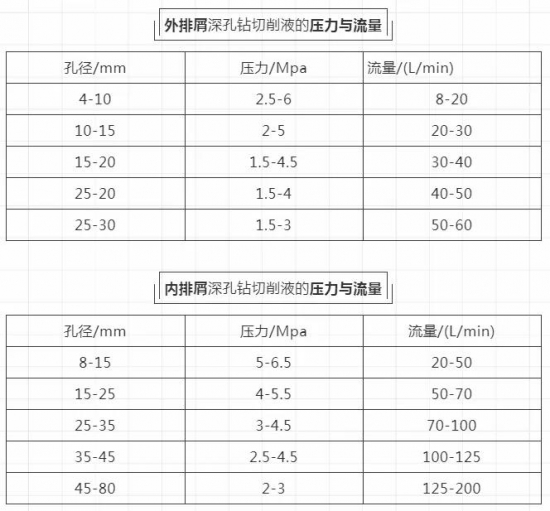
切削液的壓力和流量與孔徑及加工方式有著密切的關(guān)系。
中國(guó)潤(rùn)滑油網(wǎng)致力于好文分享與行業(yè)交流,文章不代表平臺(tái)觀點(diǎn)。感恩原創(chuàng)作者,版權(quán)歸原創(chuàng)作者所有。如不慎涉及侵權(quán),請(qǐng)留言刪除。歡迎轉(zhuǎn)載分享。





相關(guān)評(píng)論